常州市武進明星干燥設備有限公司專業生產廠家1993年創立,專注高效節能環保的干燥設備、除塵設備、熱風爐的研發、生產
全國咨詢熱線
0519-88812792
全國咨詢熱線
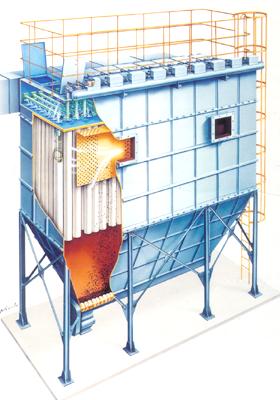
0519-88812792噴霧干燥是陶瓷原料處理的新工藝。我廠噴霧塔,噴霧干燥中間試驗,自10月開始,近兩個多月的開車運轉。證明可取代原 壓濾、干燥,老的粉料制備工藝。次年1~2月份根據試運轉情況,進行了改進和設備檢修,然后又進行了開車運轉試驗。近半年的實際運轉證明。噴霧干燥新工藝比老工藝有很多的優越性,并受到操作工人的歡迎。
噴霧塔系統的設備,經過10000多個小時的生產試運轉考驗,暴露了一些問題,進行了改進和處理,取得了良好的效果。設備運轉正常,工藝穩定的,調節靈活,操作工人同志們已基本掌握了噴霧系統的操作規程和要領。(詳見附件2)
試驗證明噴霧干燥系統主要優點如下:
一、大大的改善了勞動條件,原工藝勞動強度大,如石碾打粉。工人同志要在潮濕、悶熱粉塵大的環境下用鍬將20多噸料加入到碾機內進行破碎過篩,嚴重的影響工人同志的身體健康。而噴霧干燥就大大的改變了這種狀況使坯粉制備全工序機械化和連續化。可作到噴霧塔作業點基本上消除了粉塵危害。
二、勞動生產率高,由于生產的聯動化大大節約了勞動力。原工藝系統需要34人,而新工藝只要14人就夠了。節人力近1倍以上。原工藝實物生產率為1.06噸/人日,新工藝則為3.77噸/人日。日生產能力,原工藝為30噸/日,新工藝為52噸/日。
三、粉料質量好。由于工藝流程縮短而緊湊,大大的減少了接觸鐵的機會,產品的白度相對來說的有所提高。粉料的顆粒級數穩定,易于實現自動化和聯動化,而為今后推廣自動壓磚機提供了良好條件。
四、操作方便。原工藝料粉的水分很難調節,全靠經驗控制,而噴霧干燥則需調節泥漿量,熱風溫度和排風溫度就可以了,調節非常方便,靈活和穩定。
五、簡化流程,減少了廠房占地面積:
將原壓濾->烘干->陳效->打粉等幾道工序,合而為一道工序。縮短了粉料加工時間,減少了廠房占地面積(原工藝占地面積為720平方,新工藝為250平方)。現將噴霧干燥系統試產過程中,主要設備運行情況及操作情況簡要小結如下:
1、離心噴霧機
離心機(明星干燥注解:霧化器)為噴霧塔的主機,在試驗過程中作過多次的改進(見中間試驗報告),現運轉證明,運轉正常、穩定。對其工作的泥漿濃度范圍,以60~65%(固體占的%)為宜,泥漿流量以控制在23.3~33.9立升/分為宜。經運轉檢修曾作過下列修改:
(1)分漿盤(明星干燥注解:霧化盤)下漿孔(噴嘴)向外移,使泥漿直接下到盤底襯板上,因而消除了離心盤中襯板壓蓋的磨損,可延長使用壽命(以前每月換一次)。
(2)檢修時發現潤滑油不潔,經檢查,系泥漿從油標孔和吸油管與箱體的環隙內滲入,經過加高油標尺座,并堵塞吸油管與箱體的環隙,消除了這種現象,延長了軸承使用壽命。
離心機操作比較簡單,開車首先開油泵,往油杯內補油,運行中經常觀察油流指標器,檢測潤滑油和冷卻水供給是否正常。停車前,先用水沖洗離心盤,以防泥漿結疤不均,而造成下次開車時而發生振動。停車后再停油泵。
采用剛玉質噴咀可延長壽命,現已用到1000多個小時仍可正常使用,估計可用到2000~3000個小時,(也曾用鋼噴咀只能用到50個小時就不行了)。底盤襯板現用厚6mm的鋼板,如兩班生產則10天左右換一次,應改為剛玉質的,可延長使用壽命。
離心機為高速旋轉機械,應建立定期檢修制度(2個月左右檢修一次)并有加工好的備用機備用。
2、熱風系統
(1)熱風爐,經使用證明操作與調節是比較方便的,一般用輕柴油點爐,爐溫升至400度以上,可換燒殘渣油,在天暖時也可直接用殘渣油(當然渣沒質量好要相應好一些),操作中要注意油壓的波動和產量的變化,而適當的調節油量和風量。
在試產過程中,由于頻繁的點爐停爐,爐襯(粘土磚)受到冷熱變化之影響,而且爐溫曾多次超過1200度,造成部分爐襯裂縫(主要發生在火焰接觸到的錐體部分)在檢修時更換了這部分的耐火磚。
當烯油霧化不良時,油珠能射入混合室,因該處溫度低燃燒不完全,因此建議新設計的熱風爐應適當加長燃燒室為宜。
(2)熱風管:熱風管內經常流動著400~500度的高溫氣體,使熱風管產生膨脹,原設計未留膨脹縫。網管熱脹后產生變形,甚至將風分箱箱頂錯位,產生縫隙,造成漏風。現在,在熱風管道中加了伸縮結構,效果較好。
(3) 熱風管大蝶閥
原蝶閥板軸為水平安裝,材料較單薄,受熱后自重下垂、變形,造成啟閉不靈活,現加強了閥板及軸的材料,改為軸線垂直按裝,軸與閥板懸掛于上部支撐,受熱后就不再變形。
3、熱風管閘板閥
原為手拉閘板,開閉費力,密封不嚴,現改為紅杠手輪,開閉省力,且易微調風量,除絲杠外伸部分外,其他部分全部密封不再漏風漏塵。
4、送風系統
旋風分離器中收下的粉料,用風送送回到塔內,原風送系統不太好使,下料管與送料管內常積料堵塞。而清理管理時而造成大量揚塵。經兩次修改,則能順利的下料和送料,不再產生堵塞現象。
風送及下料管改進說明:
(1)下料管:原裝在旋轉下料器下部,管內受風送壓力,將料粉上頂,常在管內堵料。現將旋轉下料器,裝在下料管下部,下料管內為負壓,料粉可順利下落,開清掃口清掃時,粉塵也不外逸。
(2)旋轉下料器:改變了原結構,將軸承提出到筒外,并加強密封,使之不受粉塵影響,能長期工作。
減少了旋轉輪每格的容量,既減少了每轉圈的下料量(但仍保證夠用),消除大料堆下料,來不及風送、堵塞水平管道的現象。
(3)送料管:因用離心風機送料,原送料管有4個90度彎頭,3個135度彎頭,因彎頭多,阻力大,管內風速低,送料不暢,易產生堵塞。現改為2個90度彎頭,且加大了彎頭處的半徑,大大減少了管道的阻力,提高了風速,而不再發生堵塞現象了。
5、其他:
(1)將霧化風機與配溫風機移至四樓室外鋼平臺 上,大大減少了操作時間的噪音,改善了操作環境。
(2)塔城底下料口直徑由200mm,加大到300mm,便于清塔。
試產中噴霧干燥控制的主要參數:
泥漿濃度 60~65%(固體所占的百分比)
進風溫度 450~470度
排風溫度 45~61度
塔內溫度 45~50度
進風管負壓 -5~-6 毫米水柱
塔內負壓 -18~-24 毫米水柱
排風管負壓 -100~-130 毫米水柱
壞粉含水量 7~8% (板壓料)
12~13% (標磚料)
產量 1.7~2.2噸/小時
通過試生產我們體會到:
1、泥漿濃度的穩定是操作好噴霧穩定的關鍵環節,若泥漿過稀,則產量降低,油耗提高。若泥漿濃則霧化不良,易產生濕泥塊,故應嚴格控制泥漿濃度(60%~65%),因此應嚴格掌握球磨磨料的水分和電解質的加入量及泥漿池要加強攪拌。
2、加強泥漿過篩,泥漿出球磨機的固定篩應改為振動篩,若過篩不良粗顆粒流至離心機前的篩網易堵塞,則發生產量波動和粉料水份的波動。
3、只要泥漿濃度穩定,經過良好的過篩,重油壓力穩定,則噴霧塔操作穩定,無須頻繁調節。
4、在各方面因素配合適當時,粉料中濕塊很少。通過粉料過篩或在料倉內稍加悶料,則可消除少量的濕塊。但在泥漿稀稠不均(也就是濃度波動),泥漿過篩不浪,給入離心機泥漿量過大,進風溫度波動時,會出現粉料中濕塊增多的現象,操作時應嚴加注意。
除上述因素外熱氣流在塔內的運動狀態,與霧滴均勻混合程度也是很重要的。對最佳氣流狀態,還需要進一步摸索規律。
濕塊是粘壁物掉落所致。由于塔徑有限,我廠要求粉料的含水量又較大存在粘壁物是不可避免的。因此裝置的掃塔器,不僅對減輕掃塔城體力勞動有作用,而且定期清掃,對保證粉料質量,也起到很大的作用。
全國咨詢熱線:0519-88812792
傳真:0519-88811996
E-mail:48336498@qq.com
公司地址:常州市天寧區三河口工業園
 關注公眾微信號 移動端,掃掃更精彩
關注公眾微信號 移動端,掃掃更精彩 Copyright ? 常州市武進明星干燥設備有限公司 備案號:蘇備ICP10032636
技術支持:明星干燥